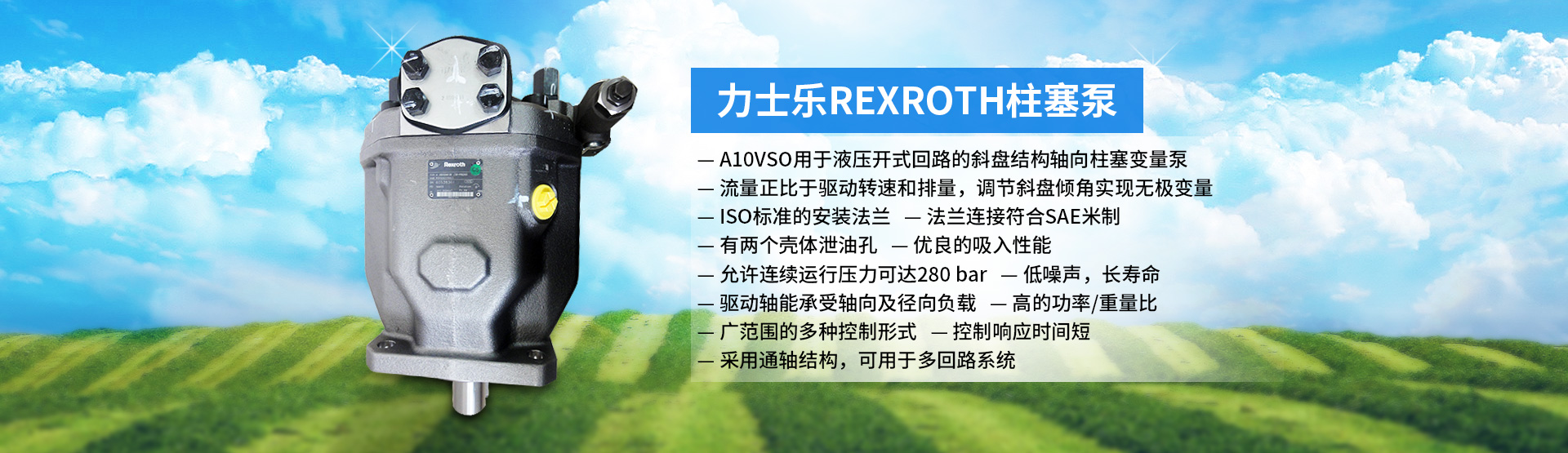
AVENTICS�Cе�yR424B08235��ُ�I�M��Һ������ӡ��Ԅӻ����ƹ��I(y��)������J��“�Ϻ��f�יC��O(sh��)������˾”���a(ch��n)Ʒ�DƬ�����Ĕz�����Cԭ�b�a(ch��n)Ʒ��Ʒ�|(zh��)���ϣ��ۺ�o�n���������ۣ��r��(y��u)�ݣ����îa(ch��n)Ʒ�F(xi��n)؛����(y��ng)���gӭ���Ͽ͑���ԃ��ُ��
�Cе�y��ָ�yо�Ą����əCе�M�п��ƣ����磺�քӓQ���y���C�ӓQ���y�ȡ���ӓQ���y��ָ�yо�����ɚ��w�������ƣ����磺���y�������Ś��y�ȡ��е��y�ǚ���c�C����Y(ji��)�ϣ����磺��ӓQ���y��λ�c��λ�ɚ�ӿ��ƣ���λ�ɏ��ɿ��ơ�
���ߵ���Ҫ�^(q��)�e���y�Ĺ���һ�ӣ�����о�������Ʒ�����ͬ����ӿ��Ɖ���С�������ɿ�������(y��ng)�죬��Ҫ��ӄ���Դ���C�ӿ��Ƶķ���(y��ng)�]�К�ӿ죬���Y(ji��)��(g��u)�Ț�Ӻ��Σ�����һ�����ɾͿ��Ԍ��F(xi��n)���ơ�
���ƺ��{(di��o)��(ji��)���s�՚≺����Ԫ���Q�鉺�������y��
���ƺ��{(di��o)��(ji��)���s�՚�������Ԫ���Q�����������y��
��׃�Ϳ��ƚ������ӷ����Ԫ���Q�鷽������y��
���߉Ԫ����ͨ�^��׃���������ͨ�����F(xi��n)���N߉���ܵ�Ԫ���Ŀ��Ʒ�ʽ���֣���ӿ��ƿɷ֞���m(x��)���ƺ��B�m(x��)���ƃ��
1. �ڔ��m(x��)����ϵ�y(t��ng)�У�ͨ��Ҫ�É��������y�����������y�ͷ�������y�팍�F(xi��n)���������
2. ���B�m(x��)����ϵ�y(t��ng)�У�����Ҫ�É��������������y�⣬߀Ҫ�����ŷ������������y�ȣ��Ա㌦ϵ�y(t��ng)�M���B�m(x��)���ơ�
��������y���Á���׃�������ӷ����ͨ��Ŀ����y��
1.��������y������ʽ늴�ʽ���ʽ�ք�ʽ�Cеʽ
��������y
�Q���y�������y�����y���p���y�������Ś��y����ֹ�y
�Q���y��������ʽ�֣�늴��y������y���ք��y���Cе�y��
�Q���y��ͨ��λ�Ô�(sh��)�֣���λ��ͨ�y����λ��ͨ�y����λ��ͨ�y����λ��ͨ�y����λ��ͨ�y����λ��ͨ�y
1. ���y��(n��i)��������ͨ�����
���y��(n��i)��������ͨ����Ɍ���ӿ����y�֞�����ͺ͓Q����
ֻ���S������һ���������ӵĿ����y�Q������Ϳ����y��������y�����y���p���y�Ϳ����Ś��y�ȡ�
���Ը�׃�������ӷ���Ŀ����y�Q��Q���Ϳ����y����늴œQ���y�͚�ؓQ���y�ȡ�
����ʹ�y�Q��회��y��ʩ��һ����С���S����
ʹ��Ѹ���ƄӸ�׃�y�ĵ�λ�á��@�N�@���S�����ķ�ʽ�����Q���y�IJ�����ʽ������Ʒ�ʽ��
ͨ���ɷ֞�≺��늴š��քӺ͙Cе�ķN������ʽ��
2. �����Ʒ�ʽ��
�քӿ��ƣ���һ���քӿ��ơ����oʽ���ֱ�ʽ����λ���_̤ʽ��
�Cе���ƣ������S����݆ʽ���ܗUʽ������݆ʽ�����ɏ�(f��)λʽ��
��ӿ��ƣ�ֱ��ʽ���Ȍ�(d��o)ʽ��
늴ſ��ƣ���늿ء��p늿ء��Ȍ�(d��o)ʽ�p늿أ����քӡ�
��1��늴ſ��ƣ�����늴ž�Ȧͨ늕r���o�Fо�����Fо�a(ch��n)��늴�����ʹ�y�ГQ�Ը�׃����������y���Q��늴ſ��ƓQ���y�����Q늴��y���@�N�y���ڌ��F(xi��n)늚�(li��n)�Ͽ��ƣ��܌��F(xi��n)�h���x�������ʵõ���(y��ng)�á�
1��늴Ų���
��늴������@���S������ʹ�y��Ѹ���ƄӵēQ����Ʒ�ʽ�Q��늴Ų�����
����늴������������y�y�ĵķ�ʽ�֞�ֱ��ʽ���Ȍ�(d��o)ʽ�ɷN��
1)ֱ��ʽ늴ſ�������늴��F�a(ch��n)����늴���ֱ���Ƅ��y�ā팍�F(xi��n)�Q���һ�N늴ſ����y��
����(j��)�yо��(f��)λ�Ŀ��Ʒ�ʽ�ɷ֞��늿غ��p늿ء�
2)�Ȍ�(d��o)ʽ늴ſ�����ָ���Ȍ�(d��o)ʽ늴��y(һ���ֱ��ʽ늴ſ��ƓQ���y)ݔ���Ě≺�����ٿv���y�yо�� �y�Q��� �N늴ſ��Ʒ�ʽ�������H����һ�N��늴ſ��ƺ͚≺����(�Ӊ���ж�������)�ď�(f��)�Ͽ��ƣ�ͨ���Q���Ȍ�(d��o)ʽ늴Ś�ء�
2���≺����
�Ú≺�����@���S����ʹ�y��Ѹ���ƄӓQ��IJ�����ʽ�����≺������
����ʩ�Ӊ����ķ�ʽ�ɷ֞�Ӊ����ơ�ж�����ơ�����ƺ͕r�g���ơ�
�����Ʒ�ʽ��
�≺���ƣ����Ú��w������ʹ���yо�ГQ��ʹ������׃������y���Q��≺���ƓQ���y�����Q����y���@�N�y����ȼ���ױ������ۉm��Ĺ����h(hu��n)���У�������ȫ�ɿ��������Ʒ�ʽ��ͬ�ɷ֞�Ӊ����ơ�ж�����ơ�����ƺ��ӕr���Ƶȡ�
�Ӊ�������ָݔ��Ŀ��ƚ≺����u�����ģ���(d��ng)����������ijֵ�r���y���ГQ���@�N���Ʒ�ʽ�ǚ��ϵ�y(t��ng)�г��õĿ��Ʒ�ʽ���ІΚ�غ��p���֮�֡�
ж��������ָݔ��Ŀ��ƚ≺����u���͵ģ���(d��ng)��������ijһֵ�r�y�㱻�ГQ��
������������yо�ɶ��ܚ≺���õ���Ч��e���ȣ��ښ≺�������®a(ch��n)����������֮��ֵʹ�y�ГQ��
�ӕr���������Ú�����(j��ng)�^С��p϶��(ji��)��������҃�(n��i)��⣮��(d��ng)������ĉ�������һ��ֵ��ʹ�y�ГQ���Ķ��_����̖�ӕrݔ����Ŀ�ġ�
1)�Ӊ�������ָʩ�����y�Ŀ��ƶ˵ĉ�����u����һ��ֵ�r��ʹ�y��Ѹ���ƄӓQ��Ŀ��ƣ��y�������Ӊ������Ƅӡ�
2)ж��������ָʩ�����y�Ŀ��ƶ˵ĉ�����u����һ��ֵ�r���y��Ѹ�ٓQ��Ŀ��ƣ���������λ�y�Ŀ��ơ�
3)�������ָ�y�IJ��Ú≺��(f��)λ�ɏ�(f��)λ����r�£������y�ăɶ��ܚ≺���õ���e����(��ɶ˚≺����)���a(ch��n)�����S����֮��ֵ��ʹ�y��Ѹ���ƄӓQ��Ŀ��ơ�
�@�N���Ʒ�ʽֻ��һ��������̖���ʵõ��V���đ�(y��ng)�ã��ɑ�(y��ng)���ڸ��N�Y(ji��)��(g��u)�����y���≺��(f��)λʡȥ�ˏ��ɣ�����˿ɿ��ԡ�����Ƶ����c�������Ƶ����y������ӛ�����ܣ��ҿ�����̖�͏�(f��)λ��̖��횞��L��̖��
4)�r�g������ָ���Ú������ɚ���(��(ji��)����)�͚��ݘ�(g��u)�ɵ����ݭh(hu��n)��(ji��)��⣬��(j��ng)�^һ���r�g��(d��ng)���݃�(n��i)��������һ��ֵ�r���y���ڲ��������Ѹ���ƄӓQ��Ŀ��ơ�
�r�g���Ƶ���̖ݔ�����}�_��̖���ӕr��̖�ɷN��
�քӿ���
���քӁ��@���S����ʹ�yѸ���ƄӓQ��Ŀ��Ʒ�ʽ�Q���քӲ������քӿ��ƿɷ֞��քӿ��ƺ��_̤���Ƶȡ����ք����������y�ķ�ʽ�ɷ֞�ֱ��ʽ���Ȍ�(d��o)ʽ��
�����ք�ʹ�y�ГQ�ēQ���y���Q���քӿ��ƓQ���y�����Q�ֿ��y�����ɷ֞��ք��y���_̤�y�ɴ��
�ֿ��y�c�������Ʒ�ʽ��ȣ����пɰ��˵���־�M�в�����ʹ���l���^�͡������^��������������ͨ���^С�������`������c���ֿ��y���քӚ��ϵ�y(t��ng)�У�һ���Á�ֱ�Ӳٿv��ӈ�(zh��)�ЙC��(g��u)���ڰ��ԄӺ�ȫ�Ԅ�ϵ�y(t��ng)�У���������̖�yʹ�á�
�C���
�Cе�����ÙCе�����@���S����ʹ�yоѸ���ƄӓQ��Ŀ��Ʒ�ʽ�Q���Cе���������Cе�����������y����ʽ�ɷ֞�ֱ��ʽ���Ȍ�(d��o)ʽ�ɷN��
��݆��ײ�K�������Cе����ʹ�y�ГQ���y�Q��Cе���ƓQ���y�����Q�C���y���@�N�y��������̖�yʹ�á��@�N�y�����ڝ�ȴۉm�ࡢ�ͷֶ࣬����ʹ��늚��г��_�P(gu��n)�Ĉ��ϣ����������ڏ�(f��)�s�Ŀ����b���С�
3�����y���ГQͨ�ڔ�(sh��)Ŀ��
�y��ͨ�ڔ�(sh��)Ŀ����ݔ��ڡ�ݔ���ں��Ś�ڡ����ГQͨ�ڵĔ�(sh��)Ŀ�֣��ж�ͨ�y����ͨ�y����ͨ�y����ͨ�y�ȡ�
��ͨ�y�Ѓɂ��ڣ���һ��ݔ���(��P��ʾ)��һ��ݔ����(��A��ʾ)��
��ͨ�y�������ڣ���P�ڡ�A���⣬����һ���Ś��(��R��ϱ�ʾ)����ͨ�y�ȿ����ǃɂ�ݔ���(��P1��P1��ʾ)��һ��ݔ���ڣ������x���y(�x��ɂ���ͬ��С�ĉ���ֵ)��Ҳ������һ��ݔ��ں̓ɂ�ݔ���ڣ���������y��
��ͨ�y����ͨ�y�г�ͨ�ͺͳ�����֮�֡���ͨ����ָ�y�Ŀ��ƿ�δ�ӿ�����̖(����λ)�r��P�ں�A����ͨ����֮���������y����λ�r��P�ں�A���ǔ��_�ġ�
��ͨ�y���Ă��ڣ���P��A��R�⣬߀��һ��ݔ���ڣ���B��ʾ��,ͨ·��P→A��B→R��P→B��A→R��
��ͨ�y���傀�ڣ���P��A��B��,�Ѓɂ��Ś��(��R��S���1����2��ʾ)��ͨ·��P→A��B→S����P→B��A→R����ͨ�yҲ����׃���x��ʽ��ͨ�y�����ɂ�ݔ��ڣ�P1��P2�����ɂ�ݔ���ڣ�A��B����—���Ś��R���ɂ�ݔ��ڹ��o������ͬ�ĉ��s�՚⡣
4�����yо������λ�Ô�(sh��)��
�yо���ГQ����λ�ú��Q“λ”,�yо�Ўׂ��ГQλ�þͷQ���λ�y��
�Ѓɂ�ͨ�ڵĶ�λ�y�Q���λ��ͨ�y������ʾ��2/2�y��ǰһλ��(sh��)��ʾͨ�ڔ�(sh��)����һλ��(sh��)��ʾ����λ�Ô�(sh��)���������Ԍ��F(xi��n)��·��ͨ��ࡣ������ͨ�ڵĶ�λ�y���Q���λ��ͨ�y������ʾ��3/2�y�����ڲ�ͬ�Ĺ���λ�ã��Ɍ��F(xi��n)P��A��ͨ����A��R��ͨ�����õ�߀�ж�λ��ͨ�y������ʾ��5/2�y���������������Ƅ��p���Ú�Ļ�·�С�
�yо������������λ�õ��y�Q����λ�y����(d��ng)�yо̎�����gλ�Õr����ͨ�ڳ��P(gu��n)���B(t��i)���t�Q�����g���]ʽ����ݔ����ȫ���c�Ś�ڽ�ͨ�t�Q���gж��ʽ����ݔ���ڶ��cݔ��ڽ�ͨ�Q���g�Ӊ�ʽ���������gж��ʽ�y�ăɂ�ݔ���ڶ��b�φ����y���t�Q����λʽֹ���y��
�Q���y̎�ڲ�ͬ����λ�Õr����ͨ��֮�g��ͨ���B(t��i)�Dz�ͬ�ġ��y̎�ڸ��ГQλ�Õr����ͨ��֮�g��ͨ���B(t��i)�քe��ʾ��һ���L���εķ��K�ϣ��͘�(g��u)���˓Q���y�ĈD�η�̖��
���yо������λ�Ô�(sh��)���y�е�ͨ���Ô�(sh��)�ֱ�ʾ������ISO5599-3��(bi��o)�ʡ�ͨ�ڼ����Ô�(sh��)�֣�Ҳ������ĸ��ʾ��
5�����yо�Y(ji��)��(g��u)��:
�yо�Y(ji��)��(g��u)��Ӱ��y���ܵ���Ҫ����֮һ ���õ��yо�Y(ji��)��(g��u)�л���ʽ�����ʽ���ַQ��ֹʽ���ͻ���ʽ�ȡ�
6�����B�ӷ�ʽ��:�y���B�ӷ�ʽ�й�ʽ�B�ӡ���ʽ�B�ӡ����bʽ�B�Ӻͷ��m�B�ӵȎN��
��ʽ�B���ЃɷN��һ�N���y�w�ϵ��ݼy��ֱ���c���ݼy�Ľӹ����B����һ�N���y�w���b�п��ٽ��^��ֱ�ӌ��ܲ�����^��(n��i)��������(f��)�s�Ě�·ϵ�y(t��ng)����ʽ�B�Ӻ��Σ����S�ޕrҪ�Ȳ�����ܡ�
��ʽ�B����Ҫ����^���B�Ӱ壬��·�c�B�Ӱ����B���y�̶����B�Ӱ��ϣ��b��r���ز�ж��·������(f��)�s���ϵ�y(t��ng)�S���㡣
���bʽ�B���nj�������ʽ�B�ӵ��y���b�ڼ��b�K���ַQ�R���壩�ϣ����y��ݔ��ڻ��Ś�ڿ��Թ��ã����y���Ś��Ҳ�ɆΪ��Ś⡣�@�N��ʽ���Թ�(ji��)ʡ���g���p����ܣ����ھS�ޡ�
�������YAVENTICS�Cе�yӆ؛̖����̖��
R424B08282 DIST.INOX "3/2 WV 1/8"",RECTI
0820402026 DIST.INOX C079T040 "3/2 WV 1/8"",STAHL
0820403010 DIST.INOX C098&T017 "5/2 WV 1/8"" STAHL,
0820403030 DIST.INOX C098/T001 5/2 NG4 (G1/8)
0820403017 DIST.INOX C098/T001"5/2 WV 1/8"" STAHL,
0820403008 DIST.INOX C098/T017 "5/2 WV 1/8"" STAHL,
0820403009 DIST.INOX C098/T017 "5/2 WV 1/8"" STAHL,
0820204006 DIST.INOX C098/T021 "5/2 UMSCHALTVENTIL
0820403011 DIST.INOX C098T017 "5/2 WV 1/8"" STAHL,
0820403015 DIST.INOX C098T023 "5/2 WV 1/8"" STAHL,
R424B05883 DIST.INOX C099/T002 "3/2 WV 1/8"",RECTI
0820402008 DIST.INOX C099/T018 "3/2 WV 1/8"", STAHL
0820402011 DIST.INOX C099/T018 "3/2 WV 1/8"", STAHL
0820402040 DIST.INOX C099T018 "3/2 WV 1/8"", STAHL
0820402015 DIST.INOX C127T025 3/2 WV 1/8"", STAHL
7472B00866 DIST.INOX C155/T003 "3/2 WV 1/8"" 24V
0820030158 DIST.INOX C161/T004 "5/2 WV 1/8"" 24V/00
R424B08235 DIST.INOX G1/8 5/2 POUSSOIR SPE
�����YAVENTICS�y�T���y�Tϵ�y(t��ng)�����y���Cе�y������y������y��늴��y����λ��ͨ�Q���y����λ��ͨ�Q���y����λ��ͨ�Q���y����λ��ͨ�Q���y����λ��ͨ�Q���y���y�u���F(xi��n)��������늚��B�Ӽ��g(sh��)���A�β��^���y�B���������O���^������|�Ӿ��С���ʽ�B����������(bi��o)���y���yϵ�y(t��ng)�������{(di��o)��(ji��)�y���ք�ʽ�����{(di��o)��(ji��)�y�����Ӊ����{(di��o)��(ji��)�y�������{(di��o)���y�������^�V�������{(di��o)��(ji��)�y�������y����ȫ�y�����������y������(ji��)���y����(ji��)���y�����y�ͽ�ֹ�y��߉�y�������y��ֹ���y�����f�Ś��y
���ϵ�y(t��ng)���O(sh��)�������ǙC���ӹ������O(sh��)���ϵ�y(t��ng)��������ʽ�ӹ������ϵĴף�����ĵ�������Ӵ��ߵȣ��@Щ����������Ҫ�����ϵ�ʹ�õģ����Ծ͆ΙC�O(sh��)����ԣ����ϵ�y(t��ng)���O(sh��)ӋҲ�Ƿdz���Ҫ����Ҫ�ġ�
�S�����I(y��)4.0�ĕr���ĵ������ԄӾ����ԄӼӹ���Ԫ���Cе��ץȡ���Ԅӻ������ܻ��O(sh��)��Ě��ϵ�y(t��ng)������ʹ�ã�����ռ��(j��)���ஔ(d��ng)?sh��)ı��ء?br />
�ӹ�܇�g���ԄӾ��������ϵ�y(t��ng)���O(sh��)Ӌ�Լ��x��ʹ�á����ϵ�y(t��ng)����ʽ�ӹ������ϵ�ʹ�á����ϵ�y(t��ng)���Ԅ����a(ch��n)���ϵđ�(y��ng)�á�
һ�����ϵ�y(t��ng)����ʽ�ӹ������еđ�(y��ng)��
��ʽ�ӹ����ĵĚ��ϵ�y(t��ng)��Ҫ���ƵĎׂ�����ģ�K��
1�����ƴף����F(xi��n)���ߵ��ԄӊA�o�c���_��
2�����Ƶ��죬���F(xi��n)����ĵ���������
3�����Ƽӹ��^���еĚ�Ӵ��߹��ܣ����F(xi��n)���ӹ�������L(f��ng)��s������A�ߵ����á�
4�����Ƹ�����^�����F(xi��n)������^���ߵ��ԄӊA�o�����_��
5���������S�����Ĵ���ܡ�
�����늴��y���x����Ҫ��늚�̎�������(y��ng)�Ĝ�ͨ���������늉������Ʒ�ʽ�ȣ�
���ϵ�y(t��ng)�����a(ch��n)�ԄӾ��еđ�(y��ng)��
�S�����I(y��)4.0�IJ���������M������I(y��)Ҳ�ڰl(f��)����׃����y(t��ng)�ļӹ�ģʽ�ѽ�(j��ng)�������ɱ��IJ��������ͼ��g(sh��)�ֶεIJ����M������u���F(xi��n)�ڻ����Ԅ����ɾ��ӹ�ģʽ��ȡ�����mȻ����ȫ���ȡ���������@��ȡ����֮��څ���ѽ�(j��ng)�γɣ��������_��Ҳ�ڲ���ļӿ졣
һ�l�Ԅ����a(ch��n)������Ҫ�����ׂ�����ģ�K�M�ɣ�
1�� ��(sh��)�ؙC������(sh��)�ؙC������ӹ����C�����F(xi��n)�ӹ��^�̵��Ԅӻ���
2���Ԅ������ϣ�ͨ�^�Cе�ֵ�ʹ�ã����F(xi��n)�ӹ�������Ԅ����Ϻ����Ϲ����湤�˵��˹������τ�����
3���ԄӊA�ߣ�ͨ�^Һ��ϵ�y(t��ng)�͚ϵ�y(t��ng)�����ʹ�ã����F(xi��n)����A�ߵ��ԄӶ�λ���ԄӊA�o�c���_�Ȅ��������湤�˵��˹��b�A������
4���Ԅ���s�c�_ˢ��ͨ�^�Ԅ���sϵ�y(t��ng)���O(sh��)Ӌ�����F(xi��n)�ڼӹ��^���Ќ��������Ԅ���s�͌��ӹ��Fм���Ԅӛ_ˢ��
5���ԄӴ��ߣ�ͨ�^�ԄӴ���ϵ�y(t��ng)���O(sh��)Ӌ�����F(xi��n)���A�ߵĺ����_���Ԅ���߹�����������һ������Ķ�λ���A�o�ͼӹ���
6�����ߵ�ʹ�É����O(sh��)���c���ѣ�ͨ�^�����ߵęz�y��?q��)����ӹ��?sh��)����ӛ䛣����F(xi��n)���߉������ѹ��ܣ������ˆT���r�ĸ��Q���ߣ����F(xi��n)����������ӹ���
7���Ԅ����Fм��ͨ�^�Ԅ���м����ʹ�ã����F(xi��n)�ӹ��Fм���Ԅ���м���ռ����ܣ������˹��˵Ąڄӏ��ȣ������˹����h(hu��n)����
�������Ĺ���ģ�K�У��Ԅ������ϵęCе�ֲ��֡��ԄӊA�߲��ֺ��ԄӴ��߲��ֶ����浽�˚��Ԫ������ʹ�ã�����ʹ�õ�Ԫ�����ķN͔�(sh��)���������ஔ(d��ng)?sh��)��?gu��)ģ�������f���Ԅ����a(ch��n)���ǟo���x�_���ϵ�y(t��ng)���\�еġ�
���@�ך��ϵ�y(t��ng)�У��҂�ʹ�õ��Ě��Ԫ�����У������(li��n)������әz�y�_�P(gu��n)��늴��y����ס�������P���z�y�_�P(gu��n)����ܡ���ӽ��^�ȡ�





 �Cе�y��ָ�yо�Ą����əCе�M�п��ƣ����磺�քӓQ���y���C�ӓQ���y�ȡ���ӓQ���y��ָ�yо�����ɚ��w�������ƣ����磺���y�������Ś��y�ȡ��е��y�ǚ���c�C����Y(ji��)�ϣ����磺��ӓQ���y��λ�c��λ�ɚ�ӿ��ƣ���λ�ɏ��ɿ��ơ�
�Cе�y��ָ�yо�Ą����əCе�M�п��ƣ����磺�քӓQ���y���C�ӓQ���y�ȡ���ӓQ���y��ָ�yо�����ɚ��w�������ƣ����磺���y�������Ś��y�ȡ��е��y�ǚ���c�C����Y(ji��)�ϣ����磺��ӓQ���y��λ�c��λ�ɚ�ӿ��ƣ���λ�ɏ��ɿ��ơ�